Chia sẻ
Giũa và làm bóng trong chế tác trang sức

Giũa và làm bóng là hai công đoạn được áp dụng thường xuyên trong khi chế tác trang sức, tuy có vẻ đơn giản nhưng đây là hai công đoạn có tính quyết định đối với hình thức sản phẩm trang sức.
Giũa
Độ mịn của giũa được chia theo ba cấp tùy theo kích cỡ răng giũa. Cỡ răng càng lớn, tốc độ giũa càng cao, nhưng có thể để lại các vết xước, việc chà bóng bằng giấy nhám sẽ trở nên khó hơn.
Bạn cần nhớ, các giũa bằng thép chỉ cắt được theo hành trình chiều răng giũa. Khi kéo giũa ngược, răng giũa có thể bị mòn nếu bạn đè mạnh lên giũa. Ngoài giũa thép, còn sử dụng loại giũa kim cương với ưu điểm mạch giũa đồng đều và không để lại vết xước trên bề mặt.
Bảo quản và làm sạch giũa
Giũa cần được bảo quản cẩn thận, bạn nên để giũa cách xa các dụng cụ khác, tránh răng giũa tiếp xúc với các bề mặt khác. Độ cứng của giũa phải thích hợp với độ cứng bề mặt gia công. Nếu dùng giũa cứng để gia công bề mặt mềm, răng giũa sẽ bị kẹt, nên có các giũa chuyên dùng cho từng loại vật liệu, vàng, bạc, đồng,…
Để làm sạch giũa, bạn có thể dùng xăng để rửa nhưng không được phép dùng dầu. Giũa phải để cách xa các nơi nóng, chẳng hạn mỏ hàn, lò nung,…
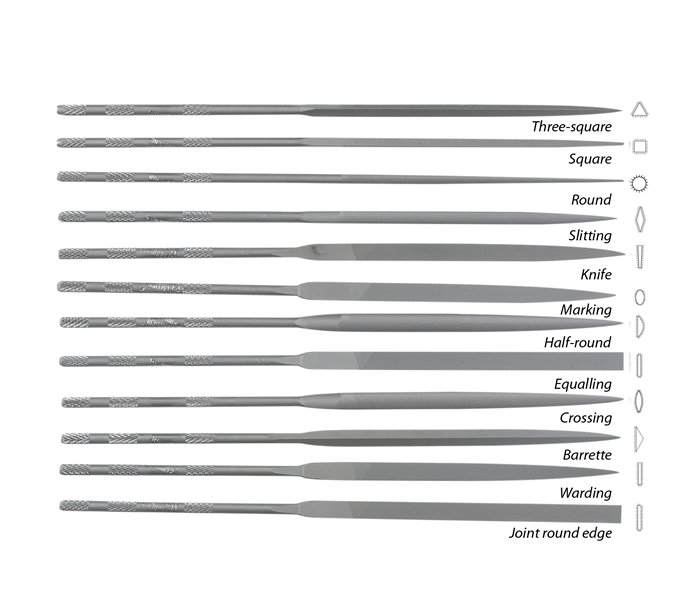
Bạn phải có ít nhất hai bộ giũa với kích cỡ khác nhau, gồm các tiết diện vuông, tròn, chữ nhật, tam giác…
Giấy chà nhám
Đây là công đoạn dùng để loại bỏ các vết xước sau khi giũa, thường dùng với các giấy nhám có kích cỡ khác nhau. Khi tiến hành, bạn lần lượt sử dụng từ giấy nhám thô đến giấy nhám mịn. Cỡ giấy nhám khoảng 150-1200mm, bạn chỉ cần ba cỡ. Cỡ thứ nhất trong khoảng 150-350mm, cỡ thứ hai 350-650mm và cỡ thứ ba 1000-1200mm. Bạn cần dùng tỉ lệ thích hợp giữa các cỡ. Ví dụ, nếu bạn dùng cỡ 350, cỡ thứ hai là 700 và hoàn tất với cỡ 1100.
Khi chuyển từ cỡ giấy này sang cỡ giấy khác bạn phải làm sạch các vết do giũa hoặc do cỡ giấy trước đó để lại. Giũa và chà giấy nhám theo cùng chiều sẽ làm sâu thêm các vết xước, do đó trong khi giũa hoặc chà giấy nhám bạn phải thường xuyên đổi chiều, tốt nhất là theo các chiều vuông góc với nhau.
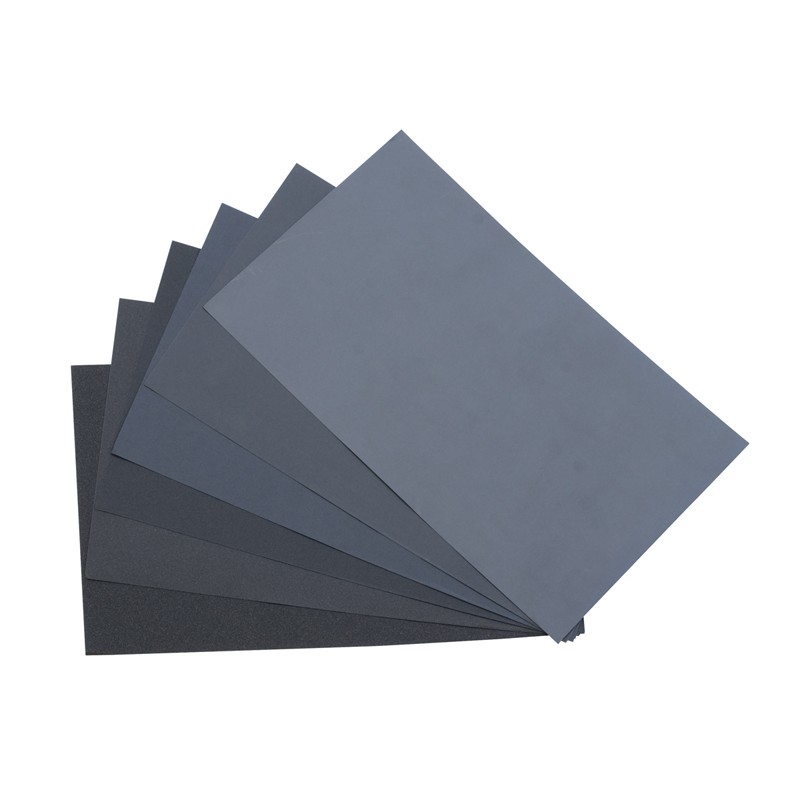
Bạn cần một bộ giấy nhám (finishing sandpaper0 và cắt chúng theo kích cỡ thích hợp

Bánh quay có dán giấy nhám (sandpaper cartridge roll) thường dùng để chà bề mặt trong của nhẫn